







PLD3020N गॅन्ट्री मोबाईल सीएनसी प्लेट ड्रिलिंग मशीन




| प्लेटआकार | प्लेट ओव्हरलॅप जाडी | कमाल १०० मिमी |
| Wलांबी × लांबी | ३००० मिमी × २००० मिमीएक तुकडा | |
| १५०० मिमी × २००० मिमीTकिती तुकडे | ||
| १००० मिमी × १५०० मिमीचारतुकडे | ||
| Pमुख्य अक्ष | Qचक चटकन बदला. | मोर्स ३ आणि ४ मध्ये टेपर होल |
| ड्रिलभोकव्यास | Φ१२-Φ५० मिमी | |
| परिवर्तनशील गती मोड | वारंवारता कन्व्हर्टरची सतत परिवर्तनशील गती | |
| आरपीएम | १२०-५६० रूबल/मिनिट | |
| स्ट्रोक लांबी | १८० मिमी | |
| मशीनिंग फीड | स्टेपलेस हायड्रॉलिक स्पीड रेग्युलेशन | |
| प्लेटक्लॅम्पिंग | क्लॅम्पिंग जाडी | 15-१०० मिमी |
| क्लॅम्पिंग सिलेंडर्सची संख्या | 12 | |
| क्लॅम्पिंग फोर्स | ७.५ किलो | |
| शीतलक | Mओड | जबरदस्तीने रक्ताभिसरण |
| Eइलेक्ट्रिक यंत्रसामग्री | स्पिंडल मोटर | ५.५ किलोवॅट |
| हायड्रॉलिक पंप मोटर | २.२ किलोवॅट | |
| चिप कन्व्हेयर मोटर | ०.४ किलोवॅट | |
| कूलिंग पंप मोटर | ०.२५ किलोवॅट | |
| एक्स-अक्ष सर्वो मोटर | १.५ किलोवॅट×२ | |
| Y-अक्ष सर्वो मोटर | १.० किलोवॅट | |
| मशीनचे परिमाण | लांब × रुंद × उंच | सुमारे ६१८३×३१००×२८५० मिमी |
| वजन | मशीन | सुमारे ५५०० किलो |
| चिप काढण्याची प्रणाली | सुमारे ४०० किलो | |
| नियंत्रण अक्षांची संख्या | X. Y (पॉइंट कंट्रोल) Z (स्पिंडल, हायड्रॉलिक फीड) | |
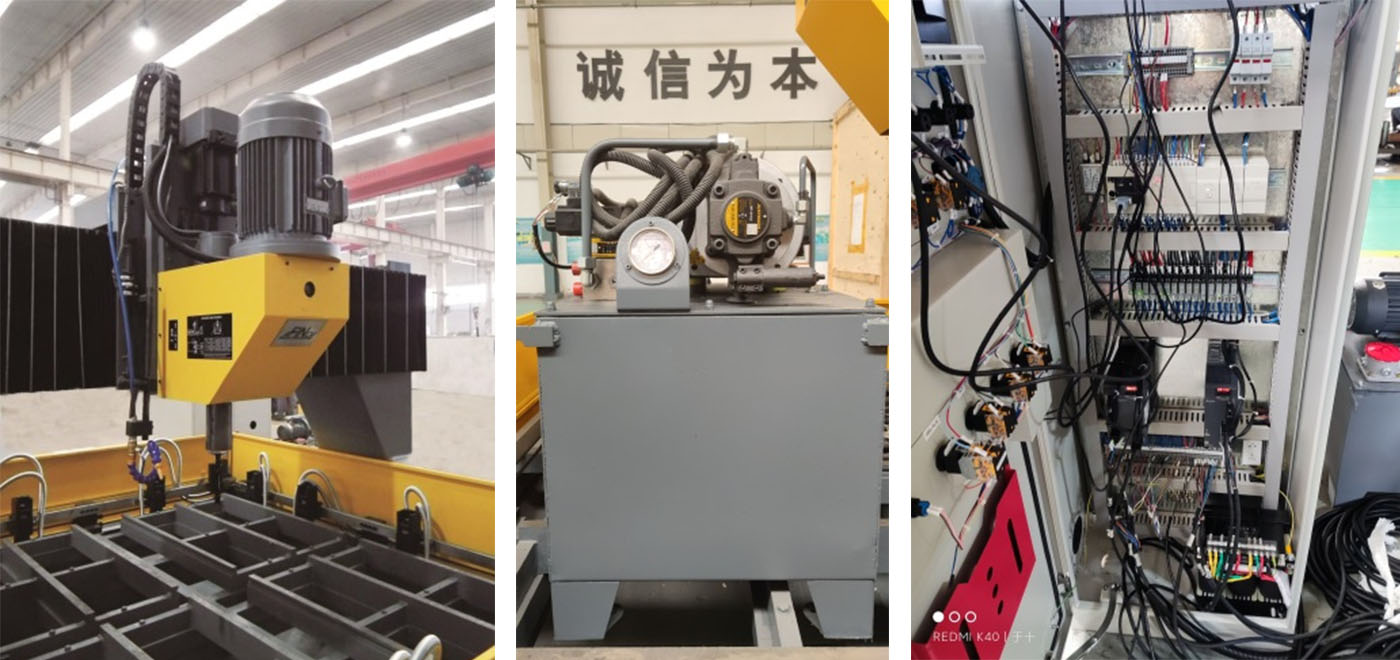
१. मशीन टूलमध्ये प्रामुख्याने बेड, गॅन्ट्री, ड्रिलिंग पॉवर हेड, हायड्रॉलिक सिस्टम, कंट्रोल सिस्टम, सेंट्रलाइज्ड ल्युब्रिकेशन सिस्टम, चिप रिमूव्हल सिस्टम, कूलिंग सिस्टम, क्विक चेंज चक इत्यादींचा समावेश असतो.
२. हायड्रॉलिक ऑटोमॅटिक स्ट्रोक पॉवर हेड हे आमच्या कंपनीचे पेटंट केलेले तंत्रज्ञान आहे. वापरण्यापूर्वी, कोणतेही पॅरामीटर्स सेट करणे आणि फास्ट फॉरवर्ड, काम इन आणि बॅक स्वयंचलितपणे रूपांतरित करणे आणि मेकॅनिकल आणि इलेक्ट्रिकल हायड्रॉलिकच्या संयोजनाद्वारे ते साकार करणे अनावश्यक आहे.
३. प्लेट हायड्रॉलिक क्लॅम्पने क्लॅम्प केली जाते आणि ऑपरेटर फूट स्विचद्वारे नियंत्रित केला जातो, जो सोयीस्कर आणि श्रम-बचत करणारा आहे; ३००० प्रति तुकडा × २००० मिमी पर्यंत, वर्कबेंचच्या चारही कोपऱ्यांमध्ये लहान प्लेट क्लॅम्प केली जाऊ शकते, ज्यामुळे उत्पादन तयारीचा कालावधी लक्षणीयरीत्या कमी होतो आणि उत्पादन कार्यक्षमता सुधारते.
४. या मशीन टूलमध्ये दोन सीएनसी अक्ष आहेत: गॅन्ट्री हालचाल (x अक्ष); गॅन्ट्री बीमवरील ड्रिलिंग पॉवर हेडची हालचाल (Y-अक्ष). प्रत्येक सीएनसी अक्ष अचूक रेषीय रोलिंग मार्गदर्शकाद्वारे निर्देशित केला जातो, जो एसी सर्वो मोटर आणि बॉल स्क्रूद्वारे चालवला जातो. लवचिक हालचाल आणि अचूक स्थिती.

५. मशीन टूल मॅन्युअल ऑपरेशनऐवजी केंद्रीकृत स्नेहन प्रणालीचा अवलंब करते, ज्यामुळे कार्यात्मक भागांचे चांगले स्नेहन सुनिश्चित होते, मशीनची कार्यक्षमता सुधारते आणि मशीनचे आयुष्य वाढते.
६. मशीनच्या ड्रिल बिट कूलिंगमध्ये सर्कुलेटेड वॉटर कूलिंगचा वापर केला जातो आणि ड्रिलिंग स्पिंडल बॉक्सवर युनिव्हर्सल नोजल बसवले जाते आणि प्लेटच्या ड्रिलिंग ठिकाणी कूलंट नेहमी स्प्रे केले जाते. मशीनमध्ये कूलंट फिल्टर सर्कुलेशन डिव्हाइस असते. बेडमध्ये चिप रिमूव्हर असते, जे आपोआप चिप डिस्चार्ज करू शकते.
७. नियंत्रण कार्यक्रम आमच्या कंपनीने विकसित केलेल्या आणि प्रोग्रामेबल कंट्रोलरशी जुळणाऱ्या वरच्या संगणक प्रोग्रामिंग सॉफ्टवेअरचा अवलंब करतो.
| नाही. | नाव | ब्रँड | देश |
| 1 | रेषीय मार्गदर्शक रेल | सीएसके/हिविन | तैवान (चीन) |
| 2 | हायड्रॉलिक पंप | फक्त मार्क | तैवान (चीन) |
| 3 | इलेक्ट्रोमॅग्नेटिक व्हॉल्व्ह | Atos/YUKEN | इटली/जपान |
| 4 | सर्वो मोटर | इनोव्हान्स | चीन |
| 5 | सर्वो ड्रायव्हर | इनोव्हान्स | चीन |
| 6 | पीएलसी | इनोव्हान्स | चीन |
| 7 | संगणक | लेनोवो | चीन |
टीप: वरील आमचा मानक पुरवठादार आहे. जर वरील पुरवठादार कोणत्याही विशेष बाबीमुळे घटक पुरवू शकत नसेल तर ते इतर ब्रँडच्या समान दर्जाच्या घटकांनी बदलले जाऊ शकते.



कंपनीची संक्षिप्त माहिती  कारखान्याची माहिती
कारखान्याची माहिती  वार्षिक उत्पादन क्षमता
वार्षिक उत्पादन क्षमता  व्यापार क्षमता
व्यापार क्षमता 





